При эксплуатации отопительного оборудования на газу в бытовых условиях, иногда может быть нарушена герметичность трубопровода в местах, выполненных газовой сваркой. Чаще всего, это участки в поперечных местах соединений трубопровода, но иногда может понадобиться сварка продольных швов труб.
При наличии сварочного аппарата и хороших навыков сварщика для выполнения ремонтных работ своими руками понадобится только знание технологического процесса сварки. Качественное проведение работ состоит из нескольких этапов, которые регламентируется в РД 153-34.1-003-01 Минэнерго согласованных с Госгортехнадзором.

Рис.1 Ручная аргонодуговая сварка неплавящимся электродом
- Выбор технологии проведения сварки и расходных материалов
- Электроды
- Сварочная проволока
- Сварка продольных швов труб – подготовка и технология
- Подготовка стыков трубопровода к свариванию
- Что делать, если разница внутренних диаметров труб для сваривания превышает допуск
- Правила выполнения прихваток
- Сваривание продольных швов
- Контроль и испытания швов
Выбор технологии проведения сварки и расходных материалов
В соответствии с требованиями РД, продольные швы следует сваривать ручной электродуговой или автоматической сваркой неплавящимися электродами при подаче диоксида углерода с применением порошковых электродов.
При сваривании труб толщиной до 10 мм. допускается выполнение всей линии шва аргонодуговой сваркой.
При сваривании трубопровода небольшого диаметра (до 150 мм.) с толщиной стенки до 8 мм. из легированных и углеродистых сплавов допустимо использование сварки газом с применением ацетилена и кислорода.
Участок производства работ должен быть закрыт от осадков и ветра, сварщик обязан иметь защитные кожаные рукавицы и маску, для сбивки шлака и очистки от ржавчины понадобится молоток, зубило и металлическая щетка.

Рис.2 Электродуговая сварка с аргоном
Электроды
При ручной электродуговой сварке трубопроводов из любого вида сталей используют соответствующие марки электродов согласно требованиям государственных стандартов (ГОСТ 9467, 9466 и 10052).
Перед применением сварочных электродов их нужно прокалить в режиме, соответствующем стандарту или указанному на этикетке, подавляющую массу основных электродов необходимо использовать в течение 15 суток после прокаливания. При этом следует учитывать, что прокалка электродов допускается не больше трех раз.
Сварочная проволока
Присадочная проволока используется при аргонодуговой электросварке в ручном и автоматическом режиме, механизированной, ацетилено-кислородной и автоматической сварке под флюсом.
Марку проволоки определяют по химическому составу обрабатываемого материала и видам электросварочных работ. Проволока должна соответствовать требованиям ГОСТ 2246, иметь чистую поверхность без окалины, ржавчины, грязи и масла.
При загрязнении проволочную бухту очищают флюсом, войлоком, наждачными материалами, перед очисткой ее лучше отжечь 1,5 — 2 часа при температуре от 150 до 200 С.
Для проведения механизированной сварки берется самозащитная проволока из порошка (ГОСТ 26271), которая перед использованием прокаливается в порядке, соответствующем государственному стандарту и должна быть использована в течение 5 суток.

Рис. 3 Электроды для сварных соединений труб — применение
Сварка продольных швов труб – подготовка и технология
Перед проведением сварочных работ проверяют оборудование на комплектацию и исправность, используемые материалы обрабатываемых трубопроводов (для определения химического состава стали используются паспорта и сертификаты).
Читайте также: ПНД труба — процесс производства, применение, способы стыковки, монтаж
При подготовке к свариванию стыков они проходят проверку на:
Применяемые электроды, проволоку и флюсы проверяют на соответствие стандарту и качество по сертификатам, паспортам и этикеткам на упаковках.
Электроды для электродуговой сварки испытывают с помощью образцов сварных соединений на таврах из двух погонов, сделанных из трубных пластин, сваривание проводят в один проход в потолочном расположении.

Рис. 4 Марки присадочной проволоки и их применение
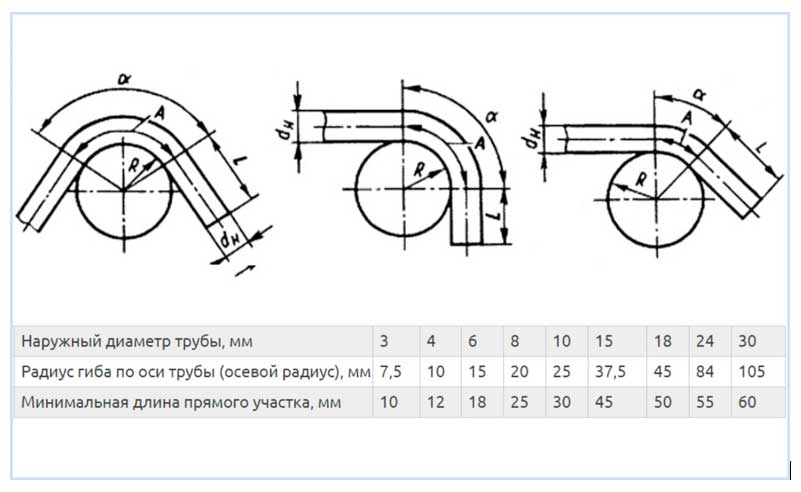
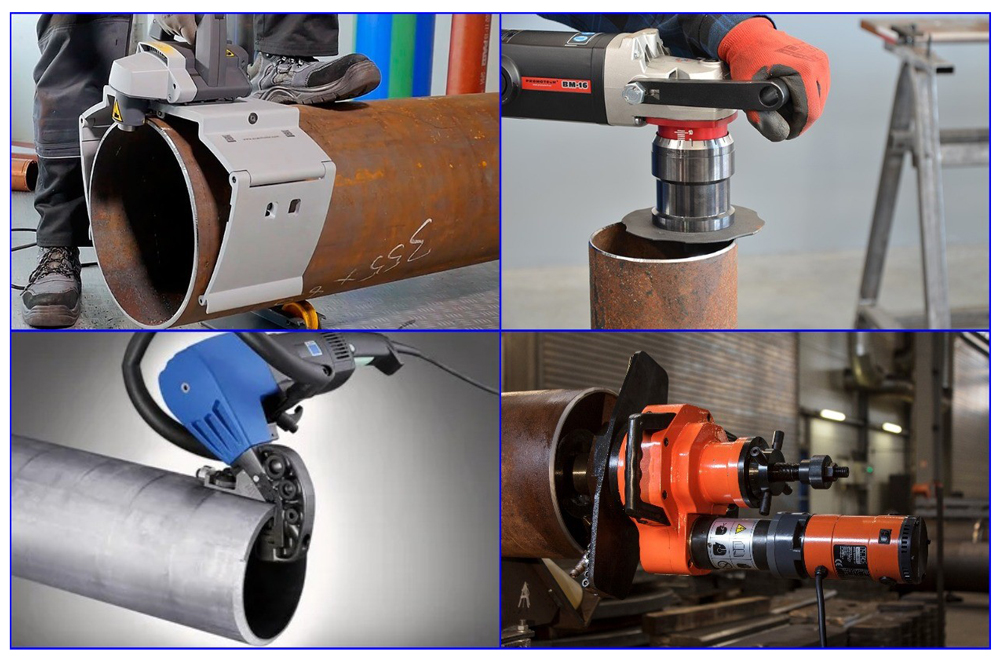
Подготовка стыков трубопровода к свариванию
Обработку концевых кромок свариваемых труб проводят механическими способами на станках или шлифмашинкой, используя резцы, фрезы и абразивные круги.
Также стыки труб из марок с низким содержанием углерода и легирующих добавок можно подготавливать методами кислородный и дуговой резки с дальнейшей их зачисткой режущим или абразивным инструментом.
Сварочные стыки трубопровода с мелкими уступами и неровностями, мешающие его соединению, зачищают абразивным кругом или напильником, избегая заостренных углов и резких изломов.
Что делать, если разница внутренних диаметров труб для сваривания превышает допуск
В случае соединений труб с недопустимыми отклонениями внутренних диаметров применяют следующие методы:
- Раздача механическим способом трубного конца с наименьшим внутренним диаметром, при этом допускается использование нагрева кромки. После выполнения операции требуется проверка толщины его стенки на соответствие минимальным допускам.
- Расточка внутренней стенки изделия с малым диаметром под конус для сопряжения с внутренней поверхностью трубы большего размера или вытачивание ее внутренней стенки под подкладное кольцо.

Рис. 5 Методы стыковки элементов с различным внутренним диаметром
- Наплавление на внутреннюю стенку элемента с большим внутренним диаметром металлического слоя, с дальнейшим его выравниванием абразивными материалами для плавного сопряжения со стенкой малого внутреннего диаметра. При использовании данного способа толщина наплавленного слоя должна быть не более 6 мм., работу проводят ручной электродуговой или аргонодуговой сваркой неплавящимися электродами. Форма наплавки должна иметь вид спиральных валиков по направлению изнутри к кромке изделия.
- Приварка внутрь трубы с малым диаметром кольца толщиной 18 — 20 мм. впритык таким образом, чтобы оно входило в элемент с большим диаметром с соблюдением установленными стандартами требованиями к сборке сварных соединений.
Правила выполнения прихваток
Вертикальные и горизонтальные стыки прихватываются в нескольких точках, недопустимо их расположение в местах на перекрестии швов.
Прихватки должны выполняться тем же способом, как и сварка корневого шва, с применением аналогичного присадочного материала и одинаковых требований по качеству.
Прихватки располагают на одинаковом расстоянии друг от друга по периметру всего стыка, они выполняются с полным проваром и перевариваются при наложении корневого шва.
Читайте также: Монтаж магистральных газопроводов полное руководство
Высота прихваток S зависит от вида сварки и составляет:

Рис. 6 Схема расположения прихваток
Сваривание продольных швов
Продольные швы варят с использованием ручной электродуговой, механизированной с диоксидом углерода или сваркой проволокой из порошка.
Сварка производится без учета химического состава стали заготовки следующими марками электродов при методах сваривания:
Наваривание швов по плавникам в области стыков трубопровода (на несваренных производителем участках шва) проводится с обеих сторон. Допустима односторонняя сварка, если на плавниках сняты фаски под 30 градусов и корневой шов проваривается на полную глубину.
Допустимый зазор между привариваемыми плавниками при любом методе сварки — от 1,5 до 3 мм. На участках без зазора прорезают плавники механическим способом на нужную ширину.
Если зазор выше стандартного и равен 3-5 мм. или плавники смещены, сваривание швов делается с разных концов обратными ступенями.
Сваривание несваренных на производстве участков швов проводится двумя сварщиками от центра к краям.

Рис. 7 Технология сварки газом
Сваривание швов проводится методом обратных ступеней. Заварив швы на одной стороне заготовки, сварщик начинает сварку в том же порядке с другой стороны.
Сварка с проволокой из порошка выполняется в режиме постоянного тока и обратной полярности.
Сварочные аппараты постоянного тока выбираются с пологими или жесткими вольт-амперными параметрами.
Допустимая толщина наплавки — не больше 6 мм, для оптимизации работ используются различные методы нагрева стыков в области шва трубы.
Швы по окончании работ подвергают обязательному контролю визуализацией и керосиновой пробой.
Контроль и испытания швов
Контролю сварных соединений при приемке подвергают все трубопроводы, проверка включает в себя следующие контрольные операции и виды испытаний сварных соединений:

Рис. 8 Схема вырезания образцов для испытаний материала шва
Проверка качества сварки котлов и трубопроводов, на которые не распространяются правила Госгортехнадзора России, осуществляется методами визуализации, измерений, ультразвуком, радиографией или механическими испытаниями, если иные способы контроля указаны в СНиП.
При проведении всех видов сварочных работ следует руководствоваться нормативными правилами, приведенными в соответствующих актах. Для газовых трубопроводов их соблюдение наиболее актуально — это обеспечит высокое качество сварки труб в газопроводах, где даже мелкие ошибки могут привести к печальным последствиям.